自熔合金粉末喷熔对水泵密封环抗磨蚀性能的影响
李彦迪,韩 伟
西 华 大 学 学 报 ( 自 然 科 学 版 )
摘 要: 针对固海扬水工程中泵站水泵密封环在高含沙水质条件下使用寿命短的问题,以铸钢密封环为基体,以镍基自熔性合金粉末作为抗磨蚀层材料,采用氧—乙炔焰喷焊工艺,选择 3 种不同泵型进行抗磨蚀试验。结果表明: 与铸钢密封环相比,喷焊试验密封环的抗磨损和汽蚀性能明显增强,使用寿命是铸钢密封环的 2. 75 倍以上。
关键词:水泵;密封环;自熔合金粉末;抗磨蚀;热喷涂;热喷涂粉末http://www.sunspraying.com/kepuyuandi/repentu/20120830/1346301476374.html
宁夏固海扬水工程是宁夏建设最早、规模最大的大型公益性扶贫扬黄灌溉工程,由同心扬水工程系统、固海扬水工程系统和固海扩灌工程系统 3 部分组成,共建成投运泵站 32 座,安装主机组228台(套),总装机容量203. 245 MW,总设计流量41. 2 m3/ s,主干支渠 36 条,总长 432 km,各类主要建筑物 1 335 座。
我国农业用泵以清水介质条件设计,在含沙量高的黄河中上游水域的扬黄泵站,存在密封环等过流部件磨损严重、使用寿命短、水泵运行效率低等问题。固海扬水工程水泵受此影响更为突出,原因是临河水源泵站在其上游1 km 左右,有宁夏汇入黄河的最大支流清水河入水口,由于清水河贯穿以黄土高原为主的宁夏南部山区,水流中拽带有大量泥沙,一入黄河便在泉眼山泵站取水口处形成一条长长的高含沙水域带,一到汛期就更加严重。根据近三年含沙量数据统计,清水期平均含沙量达 4. 7 ~6. 21 kg / m3,汛期达到 70 ~96 kg/m3以上。由于水源含沙量大,机组运行周期长等原因,水泵密封环磨损和空蚀破坏严重,使用寿命只有 2 000 h 左右。因叶轮与密封环配合间隙增大,水泵泄漏损失增加,流量下滑快,水泵平均单机提水量下降 6. 3% 左右,装置效率下降 3% ~ 5% 左右。在影响泵站安全、高效运行的同时,增加了机电设备维修费及检修人员的工作量。如果对密封环与叶轮口缘配合的部位应用熔敷性能好的耐磨材料,采取热喷涂技术表面处理工艺,可以提高其耐磨性,延长密封环的使用寿命[1]。
1 氧乙炔镍基自熔合金粉末喷焊密封环实验原理
氧乙炔火焰加热喷射 Ni67 自熔合金粉末时,金属粉末成为黏滞状,而火焰中的弱氧化反应使颗粒进入表面层。当适当加速时,黏滞的颗粒在工件表面固定和熔解在接触面中,颗粒产生一层或多层的疏松层。加热到 600 ℃ 左右时,镍基合金粉末( Ni67) 中的硼、铬、硅颗粒扩散到界面层。当温度进一步升高到 900 ℃时,氧化反应物集中在表面覆盖层,形成致密的光滑涂层。火焰喷焊层与基体的结合纯属溶解扩散冶金结合,喷焊过程中基体是不熔化的,只是喷焊层与基体之间产生熔解作用,基体并未发生相变或再结晶[2]。
2 氧乙炔镍基自熔合金粉末喷焊密封环处理技术
2. 1 熔敷材料的选择
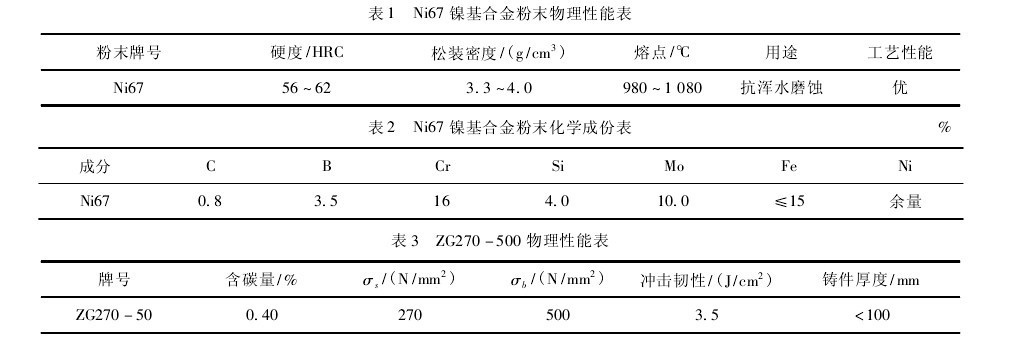
喷焊材料采用原甘肃工业大学( 今兰州理工大学) 合金材料总厂生产的镍基合金粉末( Ni67) ,其物理、化学性能见表 1 和表 2[2]。铸钢密封环毛坯材料选用 ZG270 - 500( 旧标准为 ZG35) ,其性能见表 3。
2. 2 喷焊工艺
氧乙炔火焰粉末喷焊设备简单、工艺灵活、适应性强,采用手工操作的方式。考虑密封环结构特点,为了尽量减小密封环在操作中变形,采用氧乙炔火焰“一步法”喷焊工艺。确定的主要工艺过程如下: 工件表面清理、表面粗化、预热、喷粉、重熔、冷却和喷熔层后加工。喷焊过程应严格遵守由外向里、由薄到厚、由点到面、对称喷焊的原则,合理选择喷焊路线,集中火焰,小区域、分块喷焊[3]。
2. 3 喷焊设备及工艺参数
实验采用上海喷涂机械厂生产的 QHT -7/h A型喷涂重熔两用***。该枪功率大,升温速度快,送粉方式为火焰混合气体送粉,粉末通过焰心时受热均匀、温度高,可同时进行上粉及重熔工作,获得理想的焊层。主要工艺参数为: 氧气压力 0. 4 MPa,乙炔压力0. 6 MPa,雾化压力0. 50 MPa,送 粉 量1. 5 kg / h,喷距 150 mm,预热温度 250 ~ 300 ℃ (采用触点式测温计测量) ,工件温度700 ~ 800 ℃,喷嘴直径 1. 9 mm,密封环配合面涂层 厚 度 1. 0 ~2. 0 mm。
2. 4 预热及喷焊
为使喷涂粒子很好地浸润在工件表面,并与微观不平的密封环表面紧紧咬合,最终获得高结合强度的涂层,应先喷砂粗化减小应力,对具有铸造缺陷的部位,可视情况先用电焊补平,有裂纹的位置先打好止裂孔,开坡口,将裂痕全部清理干净再补焊平缺陷部位。将喷焊重熔枪调整成中性焰,待密封环受热表面至 250 ~300 ℃( 表面目视呈灰黄色)时,随即在其上均匀熔敷一层厚度为 0. 1 ~ 0. 2 mm的致密保护粉,覆盖要完整。采用氧乙炔火焰一步喷焊法,调整好火焰后,将火焰保持中性焰,把重熔枪口放低,喷嘴与密封环内圆周表面距离保持在 20mm 左右( 以火焰心不碰工件表面为准) 作圆周运动,圆的直径约在 5 ~15 mm 左右,将圆内的工件表面加热到 500 ℃以上,边送粉边熔化,第 1 个圆与第2 个圆的圆心距离宜在 5 mm 左右。***的喷粉方向沿工件圆周 45°角作圆周运动喷射,这样能够喷出清晰的棱角。喷粉和熔化可交替进行直至达到喷层厚度。重熔时必须保证喷上去的粉末达到熔化状态,但不能产生溢流,更不能把焊层吹开露出母材表面,要使粉末一直处于火焰保护不受到氧化,保证足够的硬度。[4]
2. 5 热效法检验
喷熔完成后,可用火焰沿喷焊表面快速加热 1周观察,若有个别部位明显泛红快于其他部位,则表明该处焊粉与基体结合不好,这时应迅速加热此处使其熔化,保证喷熔质量。喷焊结束后,采用石棉布大面积包裹,缓慢冷却,以降低应力。
3 实验结果及分析
3. 1 喷焊层显微组织实验
试样: 试验密封环上喷涂层厚度为 0. 6 ~0. 8 mm,截取 10 mm × 10 mm × 10 mm 试块,在砂轮上磨平倒角,之后依次用 80、300、600、800 目的砂纸打磨,无划痕后再使用抛光机对试块抛光,抛光后依次用清水、酒精冲洗试块,用 10% 的硝酸溶液腐蚀试块表面 120 s 左右。冲洗干净后吹干其表面,在金相显微镜上对试块进行显微组织观察,并照金相照片。
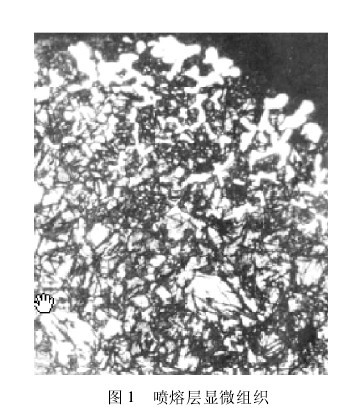 
从图 1 可知,重熔后界面附近的显微组织结构也分为 3 个部分: 基体区、过渡区和喷层区。Ni67涂层与基体的结合部是一条白亮带,形成了明显的扩散转移层。分析认为这一条白亮带是涂层与基体组织互相扩散的结果,也侧面说明了 Ni67 涂层与基体呈类冶金结合,涂层与基体结合良好,结合强度高。喷涂层组织是由镍基固溶体和大量的硼化物、碳化物组成,镍基固溶体强度和硬度大,也具有较好的韧性和自润滑性能,保证喷焊层有较高的强度而不易断裂。硼化物和碳化物晶粒较细,弥散分布在镍基固溶体基体中起到强化相的作用,使喷焊层具有较好的耐磨性和减磨性能。[5]
但是由于重熔温度不足的原因,导致部分合金粉末没有完全熔化,喷熔层中气泡未充分排出,涂层中存在气孔,并且含有少量夹杂。
3. 2 常温硬度实验
根据国标 GB/T 9790—1988 进行常温硬度实验,选用 HR150 数字式显微硬度测试仪。沿试验密封环 360°圆周每 60°夹角取一个压痕点对密封环的基体、过渡层和涂层的硬度进行了测试,然后取其平均值,可以统计得出,Ni67 上限成分喷焊层洛氏硬度为 HRC62,下限成分喷焊层洛氏硬度为 HRC60( 见表 4) 。

3. 3 车削试验
Ni67 镍基合金粉末喷焊层属于较难加工的材料,其硬度高、刀具耐用度低; 导热性差,刀具易发热; 强度高且有韧黏性,加工耗能大、易产生振动等。但经对试验密封环喷焊层进行车削、磨削试验表明,若采用专用硬质合金刀具、陶瓷刀具、JRC 人造金刚石磨轮,控制进刀量及进给速度,其具有一定的可加工性,表面光洁度可达到 1. 6 μm。[6]
3. 4 运行试验
固海扬水管理处于 2009 年 3 月份在长山头泵站主水泵上进行运行试验。机组状态: 水泵型号32SA - 10A,水泵设计流量 6 300 m3/ h,叶轮直径970 mm,额定扬程 75 m,轴功率1. 11 MW,配用功率1. 6 MW,转速730 r/min,允许吸上真空度2 m,长沙水泵厂生产。在水泵过流部件状况基本同等的 1#、4#、5#、6#、8#、10#、11#主水泵上进行试验,其中在 1#、4#、5#、6#主水泵上安装喷焊层密封环,在8#、10#、11#主水泵上安装未喷熔的铸钢密封环进行对比试验。分别于 2009 年 9 月、2010 年 3 月、2010年 9 月份检修时提出水泵转子部件测定数据。各项数据统计和核算后的结果见表 5。
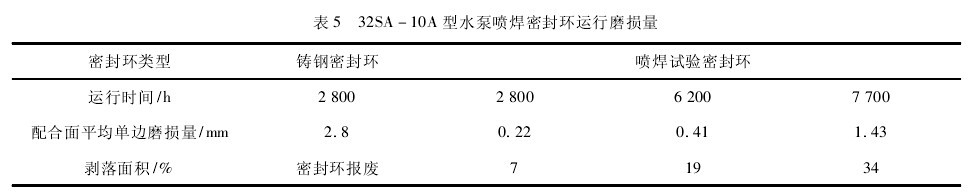
以上实测数据表明,32SA -10A 型水泵铸钢密封环喷焊层具有良好的耐磨性,使用寿命是铸钢密封环的 2. 75 倍以上。[7]
4 结论
1) 通过氧乙炔镍基自熔合金粉末喷熔处理技术对水泵密封环与叶轮口缘配合表面进行表面处理,其硬度试验结果表明,Ni67 粉喷焊层硬度达到HRC62 左右,与渗碳、渗氮、渗硼、镀铬和某些堆焊合金等表面硬化处理后的硬度相当[2],是未经处理的铸钢密封环配合面硬度的 3. 1 倍。金相组织分析表明: 喷焊层与基体均呈冶金结合,形成了明显的扩散转移层,结合强度高达 350 ~ 450 MPa,涂层组织致密、气孔率极小,硬度提高,耐磨性远高于ZG270 - 500。
2) 喷焊后的密封环的使用寿命是铸钢密封环的 2. 75 倍以上。3) 氧乙炔镍基自熔合金粉末喷熔处理技术作为一种表面防护和强化技术,能够承受强烈的磨粒磨损和冲蚀磨损,可以有效地解决水泵密封环配合面在高含沙水质中使用易气蚀和磨损的突出问题[8],在黄河中上游流域大口径、多泥沙水泵上具有很好的使用推广前景。
参 考 文 献
[1]丘传忻. 泵站工程[M]. 武汉: 武汉大学出版社,2001: 11.
[2]朱润生. Ni60 自熔合金粉末的研究[J]. 粉末冶金工业,2002,12( 6) : 7 - 16.
[3]陈茂军,石凯. 火焰喷熔 Ni60 合金涂层耐磨粒磨损性能的研究[J]. 热加工工艺,2007,36( 23) : 51 -53.
[4]詹长书. 热喷焊技术工艺设计及其应用[J]. 森林工程 2003,19( 3) : 38 - 40.
[5]苏志俊,毛庆龙,毛洪玲,等. 镍基自熔合金喷熔试验[J]. 铸造技术,2009( 4) : 47 -49.
[6]郑魁卿. 离心泵叶轮流道表面粗糙度对效率的影响[J]. 水泵技术,1989( 1) : 9 -13.
[7]汤易强. 水轮机过流金属表面泥沙磨损机理及其保护性措施[C]/ /水机磨损,天津: 全国水机磨蚀试验研究中心,2004 - 2005:100 - 104.
[8]关醒凡. 现代泵技术手册[M]. 北京: 宇航出版社,1995: 54- 56.
本站文章未经允许不得转载;如欲转载请注明出处,北京桑尧科技开发有限公司网址:http://www.sunspraying.com/
|
